
绣花机网
xhj.fzfzjx.com环绣机对绣品产生zui重要影响的两个轴是D轴和H轴。D轴控制针勾的方向,D轴电机通过齿轮传动,使勾针方向在链式绣时与针迹方向保持一致,在毛巾绣时与针迹方向相反。H轴的作用一是在绣作时形成线环,便于勾线;另一个作用就是换色。
要确定D轴、H轴是否存在问题,我们需要在上电后先找D轴、H轴的原点。D轴、H轴上的各种动作都是以原点为基准的。H轴处于原点位置时,环梭上的穿线孔应朝向机器大梁的方向。穿线点位置则与原点位置相差180度,穿线孔应朝向绣花操作者,背向机器大梁的方向。如下图:

D轴在原点位置时,针勾方向应正对操作者,H轴找穿线点时,D轴也会转过180°,此时针勾方向应背对操作者。
问题一:H轴原点位置不正确。
处理方法:先将环梭位置切换到a针位。在a针位,H轴原点位置由安装在轴上的金属挡片和接近开关确定。如果a针位原点不正确,需要检查挡片和接近开关安装是否有问题。其他针位的原点则是在找到a针位原点后,H轴再偏转一定角度。每差一个针位,H轴偏转33.75°。
问题二:D轴原点位置不正确。
处理方法:检查D轴找原点用金属挡片和接近开关安装是否正确。
问题三:D轴、H轴原点位置正确,但穿线点位置不正确。
处理方法:检查D轴、H轴电子齿轮比设置是否正确。对于CX9机型,如果D轴、H轴都是大豪伺服电机控制(以下所有驱动器设置,均指大豪驱动器),则电子齿轮比应设置为250/10;对于2X9机型,如果D轴为步进电机控制,传动比为1:1时,步距角设置为0.9°,传动比为2:1时,步距角设置为0.45°,H轴电子齿轮比应设置为250/10;为如果D轴为大豪伺服电机控制,则D轴、H轴电子齿轮比都应设置为250/9。
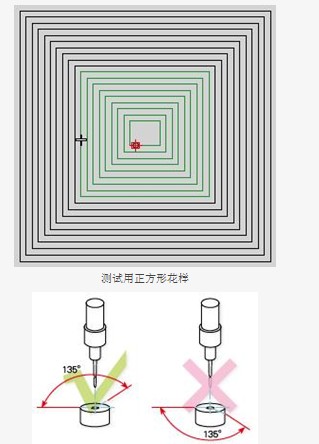
在检查D轴、H轴时,一般首先查看以上三点。但有的问题通过以上三点是检查不出来的,比如绣花过程中出现的问题。如何通过简单的测试方法来更全面的检测D轴、H轴是否存在问题呢?这里我们需要借助一个简单的花样,如下图所示:
通过实际绣做以上花样,我们可以解决很多D轴、H轴动作上存在的问题。当用链式线迹绣方形花样时,D轴针勾方向始终与绣做方向一致。当用毛巾线迹绣方形花样时,D轴针勾方向始终与绣做方向相反。而无论绣链式还是毛巾,H轴穿线孔始终与D轴针勾方向夹135°角,且针勾在前。如下图所示:
问题四:绣方形花样只有X向或Y向能绣上来,而另一方向一点都绣不出来。
处理方法:这种现象一定是D轴旋转方向反了,这种问题用找原点、穿线点的方法是很难发现的。处理时只需要将插在E903板(2X9)或602板(CX9)上的D轴驱动器信号插头的第1、2脚和第3、4脚互换就可以解决了。
问题五:绣方形花样时D轴跟踪正确,但花样绣不出来。
处理方法:这种现象应该是H轴旋转方向反了。如果确定D轴转向没有问题,我们可以打开一个砧板,通过观察穿线孔与D轴针勾的转向是否相同来确认是否H轴的转向有问题。处理时只需要将插在E903板(2X9)或602板(CX9)上的H轴驱动器信号插头的第1、2脚和第3、4脚互换就可以解决了。
问题六:用链式线迹绣方形花样时,刚开始几圈没问题,之后线迹逐渐开始发毛,到zui后就绣不上来了,但回一次原点会好一会儿。
处理方法:这种问题应该是D轴或H轴电子齿轮比与机械传动比之间的关系不匹配,存在一定的累积误差引起的。检查方法可以通过打开一个砧板,观察用链式线迹长时间绣作方形花样时D轴针勾方向是否始终与绣作方向保持一致,若D轴转向没有问题,再看H轴穿线孔是否始终与D轴针勾方向夹135°角。找到跟踪方向有问题的轴,再检查该轴驱动器电子齿轮比设置于机械传动比哪一个存在问题,更改后问题即可解决。
实践当中碰到的问题是多种多样的,上述一些基本方法需要熟练掌握,灵活运用。列举的典型案例希望可以起到抛砖引玉的作用,对大家有所启发。

